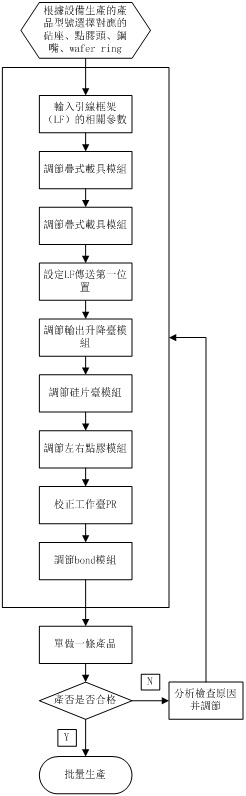
ϣ�������b�ИI(y��)��С������á�
AD830�ęC(j��)�{(di��o)�C(j��)��� - �m�Ì���OSDǰ��ASM AD830ȫ�Ԅ��y�z�̾��C(j��)��
- �������b�D(zhu��n)�Q���̈D��
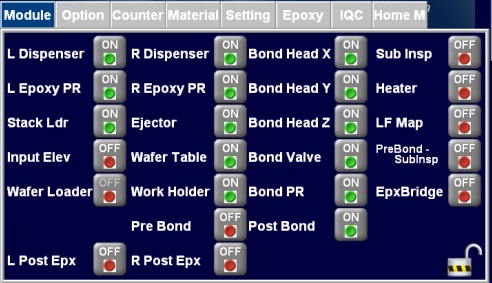
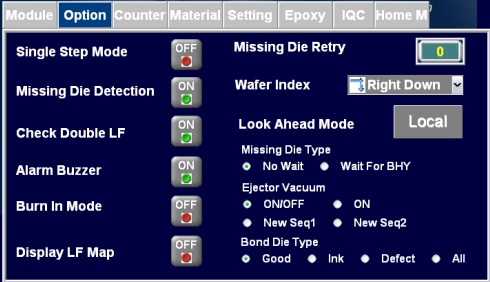
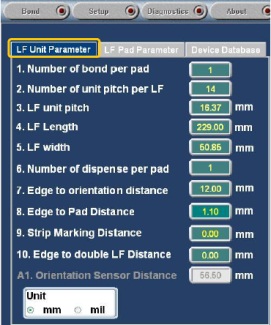
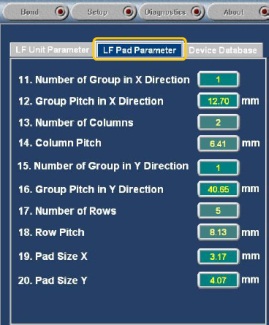
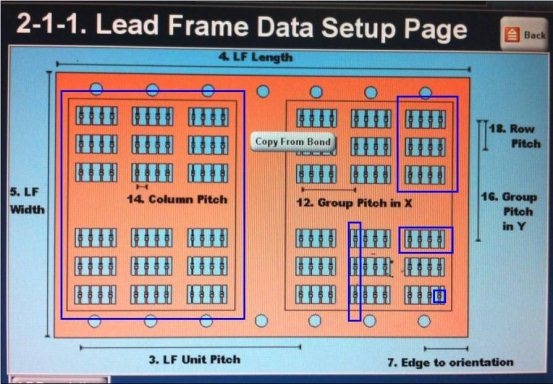
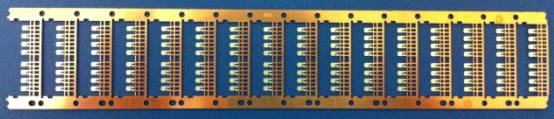
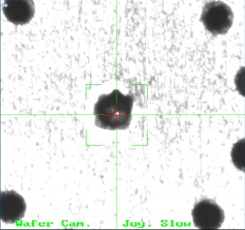
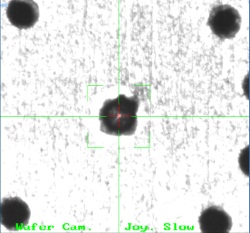
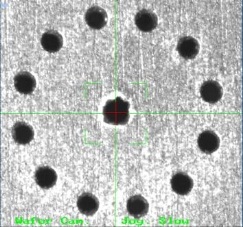
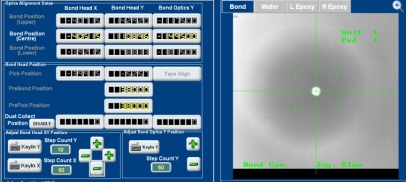
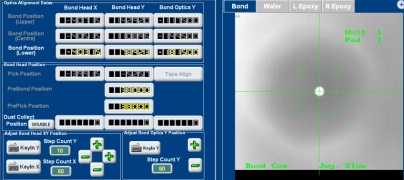
3.1 �_�J(r��n)�O(sh��)�乤���ĸ���ģ�M ��Bond��Module��Option�У���D3.1.1a��3.1.1b���҂����Կ����F(xi��n)�a(ch��n)���C(j��)�_�_�ŵĹ���ģ�M����Щ���Gɫ���_�����tɫ���P(gu��n)�]���ęC(j��)֮ǰ�҂�����Ҫ�_����ģ�M�Ƿ����_�_�����{(di��o)�C(j��)�rՈ����(qu��n)���O(sh��)�Þ�Technical�� �D3.1.1 a �D3.1.1 b 3.2 ����(j��)�ęC(j��)����LF����̖�Լ���Ƭ��̖���x���m�ϵ�������ƥ��Ĵ�ʽ�Aצ�����c(di��n)�z�^����졢wafer ring�� 3.2.1 �������Aצ ����(j��)LF��pad���Д�(sh��)���оࡢgroup��(sh��)��group�ࡢpad����ȡ�IR��PTR�������֞��S����̖�������˲�ͬ�Ĵ�ʽ�Aצ��Ԕ��(x��)��̖Ҋ���1�� ����PTR�cIR�ą^(q��)�֣�PTR�����(c��)��ƽ�ģ�IR�������(c��)�вۡ���MINI������Ҋ�D3.2.1�� �D3.2.1 3.2.2 �c(di��n)�z�^�� һ���c(di��n)�z�^���xȡ��IR�� 0.35��PTR�� 0.45����Ƭ��0.75��ԔҊ���2�� 0.35��0.75���c(di��n)�z�^�Π���D3.2.2.1��ֻ��2�N�c(di��n)�z�^�ijߴ��С��ͬ�� �D3.2.2.1 0.45���c(di��n)�z�^�Π���D3.2.2.2�������л��y��ʹճ�z�r��������������y�z�������y�z���Π �D3.2.2.2 �a(ch��n)��߀��һ�N�p�c(di��n)�z�^�����D3.2.2.3������(y��ng)�L���εľ�Ƭʹ�ã����c(di��n)�����y�z�Π��E�A�Σ��ڰ��b�rԓ�c(di��n)�z�^��һ������Ŀ��ۣ��Á��_���E�A�y�z�ķ��� �D3.2.2.3 3.2.3��� �a(ch��n)������(j��)�̾��Įa(ch��n)Ʒ��һ��IR�x���ľ5mil��PTR�x���ľ8mil���^��Ƭ�x�����z���^�����wҊ���2�� 3.2.4 Wafer ring �F(xi��n)�a(ch��n)����Ҫʹ�ÃɷNring��һ�N��U(ku��)�����ͣ��U(ku��)�����O(sh��)�����M(j��n)�У���һ�N��h(hu��n)�ͣ�6�硢8�磬wafer��Ҫ�U(ku��)�����ϙC(j��)����Ҋ�D3.2.4�� 6�� 8�� �U(ku��)���� �D3.2.4 3.3 ݔ��������܅���(sh��)�� �c(di��n)��Setup����1��Data Setup��Lead Frame Data����LF Unit Parameter��LF Pad Parameter��ݔ�댦��(y��ng)LF�ą���(sh��)����D3.3.1�����w����(sh��)ԔҊ���3�� �D3.3.1 �D3.3.2 ������ܘ�(g��u)�܄��֣�LF��Unit��Group��Row & Column��Pad����D3.3.2�� ע������҂���LF��unit��group�Ą��ֲ�ͬ���t��������(sh��)Ҳ����ͬ����Ҫ���C����Ă��̈́��������_�ġ� ����(sh��)�f���� 1��Number of band per pad��ÿ��pad�̾�����(sh��) 2��Number of unit pitch per LF��ÿ�lLF��unit����(sh��) 3��LF unit pitch������unit�ľ��x��ֻ���ܞ�X�� 4��LF Length��LF�L�� 5��LF width��LF���� 6��Number of dispense per pad��ÿ��pad�c(di��n)�z����(sh��) 7��Edge to orientation distance��LF߅�絽����z��ľ��x 8��Edge to pad distance��X������LF߅�絽pad�ľ��x 9��Strip marking distance���l�Θ�(bi��o)�R�O(sh��)�����x 10��Edge to double LF distance��LF߅�絽�p������ܙz��ľ��x 11��Number of group in X direction��LF��X������group�Ă���(sh��) 12��Group pitch in X direction��X������group���g�� 13��Number of columns��ÿ��group�е��Д�(sh��) 14��Column pitch�����g�� 15��Number of group in Y direction��LF��Y������group�Ă���(sh��) 16��Group pitch in Y direction��Y������group���g�� 17��Number of rows��ÿ��group�е��Д�(sh��) 18��Row pitch���о� 19��Pad size X��X����pad�ߴ� 20��Pad size Y��Y����pad�ߴ� ��10L335������Ҋ�D3.3.3�� �D3.3.3 ��10L335�DƬ��Ҋ�����J(r��n)����group��2�����Nÿ�M���Д�(sh��)��4���Д�(sh��)��16���鿴���܈D�������Եõ����
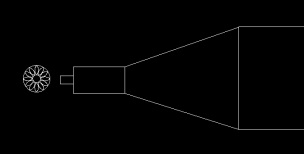
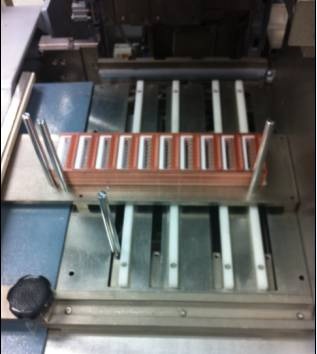
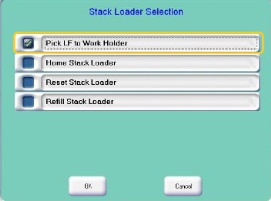
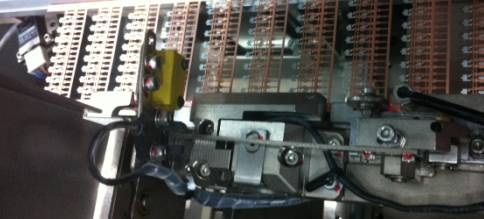
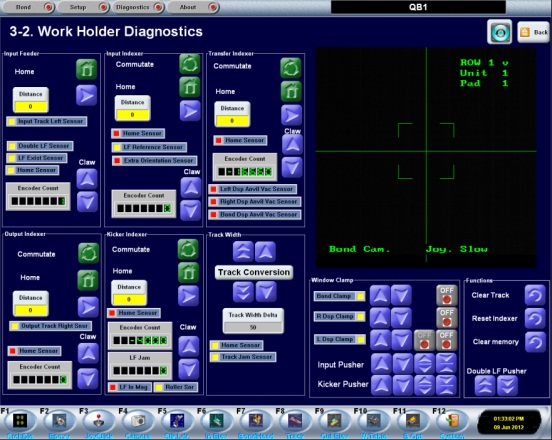
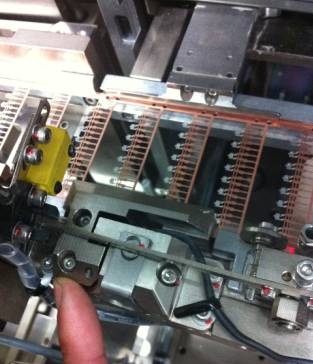
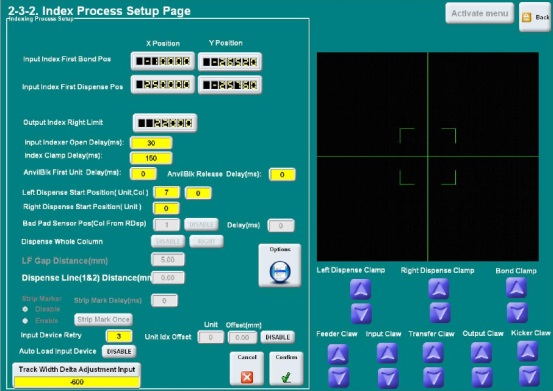
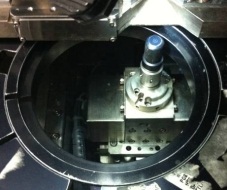
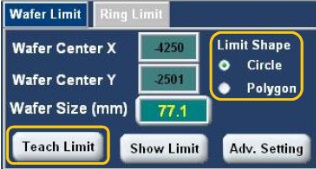
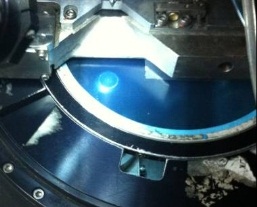
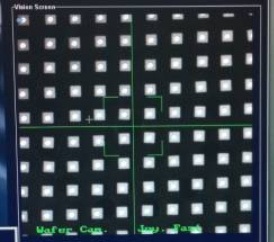
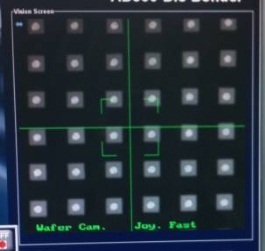
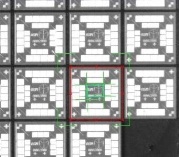
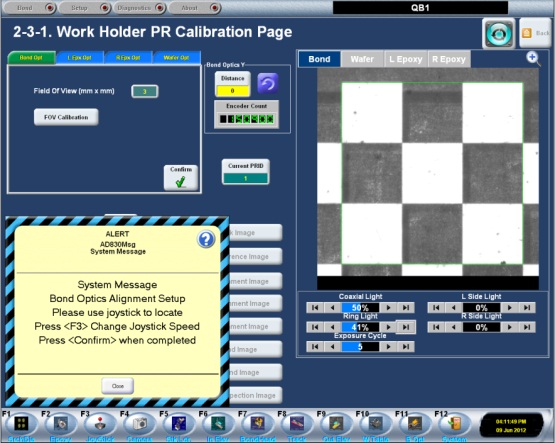
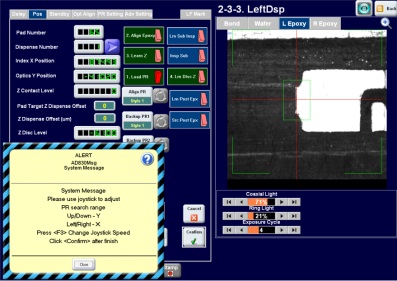
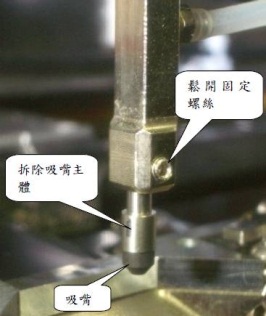
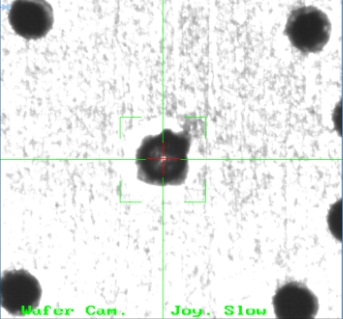
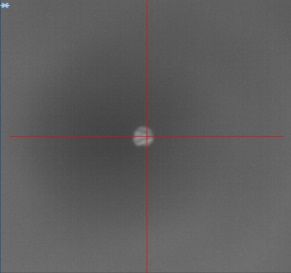
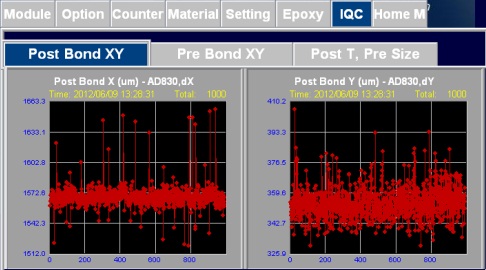
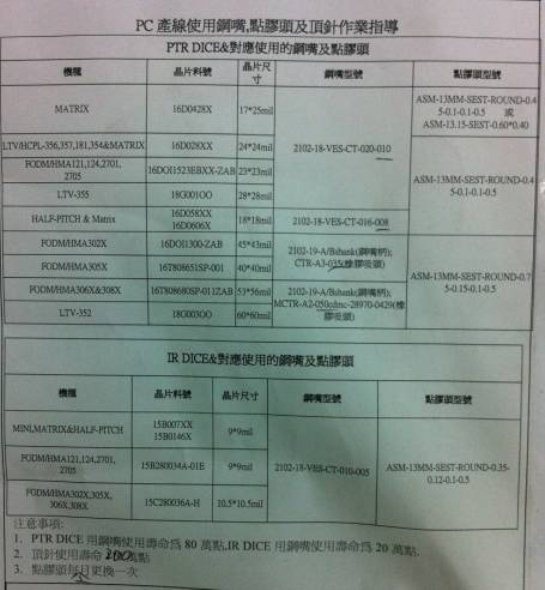
���(sh��)�� 1��Number of band per pad��1������(j��)���a(ch��n)��r��ÿ��pad��ֻ��һ����Ƭ�� 2��Number of unit pitch per LF��1������(j��)LF�Πֻ��1��unit�� 3��LF unit pitch��0��ֻ��1��unit���g����0�� 4��LF Length��173.66mm���鿴�D���� 5��LF width��31.60mm���鿴�D���� 6��Number of dispense per pad��1����һ����Ƭ�������c(di��n)�z1�Σ� 7��Edge to orientation distance��13.60mm ������(j��)��˾�O(sh��)����O(sh��)�ã���oЧ�� 8��Edge to pad distance��110 mm������(j��)��˾�O(sh��)����O(sh��)�ã���oЧ�� 9��Strip marking distance��0 mm������(j��)��˾�O(sh��)����O(sh��)�ã���oЧ�� 10��Edge to double LF distance��30 mm������(j��)��˾�O(sh��)����O(sh��)�ã���oЧ�� 11��Number of group in X direction��1����錢LF����2��group������X���ֻ��һ��group�� 12��Group pitch in X direction��0 mm��X��ֻ��1��group���ʞ�0�� 13��Number of columns��16������LF�Π 14��Column pitch��10.86 mm���鿴�D���� 15��Number of group in Y direction��2������(j��)LF�Π�J(r��n)�����2��group�� 16��Group pitch in Y direction��11.35 mm���鿴�D���� 17��Number of rows��4������(j��)LFÿgroup��(n��i)��4�У� 18��Row pitch��2.54 mm���鿴�D���� 19��Pad size X��2 mm���鿴�D���� 20��Pad size Y��2 mm���鿴�D���� 3.4�Bʽ�d�ߣ�Stack Loader���O(sh��)�� AD830�o�҂��ṩ�����Ϸ�ʽ��2�N��һ�N��Input Elevator��һ�N��Stack Loader���a(ch��n)����Ҫʹ�õ������ߡ� 3.4.1����LF��ƽ�_�{(di��o)��(ji��) ��D3.4.1.1�� ��LF֧�ܷ���ݔ�������_����ƽ�_�ϣ�ʹ�ײ���4�w��λpin������ƽ�_�Ĺ̶����С���횱��C���ٰ��ˮƽ������LF��������Aб����ȡLF�rÿ�����쵽LF���g������ͬ����(d��o)�²���ÿ�����춼����LF����(y��n)�������o����ȡLF�� ��_ֹ�ӱ���ʹ�Ϻ�����(d��o)�U�iסLF֧�ܣ��Q�oֹ�ӱ����M(j��n)һ���̶�LF֧�ܡ� LF֧�����ṩ�˺ܶ��ݼy�ף�����(j��)LF����̖���x����m��λ�ð��bLF��λ�U�� �D3.4.1.1 3.4.2�Bʽ�d��̎܉���{(di��o)��(ji��) ��D3.4.2.1a����_�D�е��ݽz������һ�lLF��܉���У��{(di��o)��(ji��)����̎܉�����ȣ�ʹLF��܉�����ɾo���m����D3.4.2.1b��LF�܉�형�ͨ�^2��܉���Ľ���̎���ҽ���̎Ҫ��ͬһֱ���ϣ������ڜy�����������£�LF���ܕ��Խ����c(di��n)���������D(zhu��n)��ʹLF�c܉����ƽ�У���(y��n)�ص�ԒLF���ڹ���܉���п��ϡ� �D3.4.2.1a �D3.4.2.1b 3.4.3�Bʽ�d��������(sh��)�����P(gu��n)�������{(di��o)��(ji��) �c(di��n)��Setup��Material Handle��Stack Loader���M(j��n)�������F(tu��n)3.4.3.1 �F(tu��n)3.4.3.1 1���O(sh��)��ʰȡLF��Y�Sλ�� �c(di��n)��Pick LF Position Y�Ĕ�(sh��)ֵ��ϵ�y(t��ng)������Ԓ��ԃ���Ƿ�Pickλ�û֏�(f��)��Zero�c(di��n)���Ñ���֪��ԭ����Yλ�ã���(w��i)�˰�ȫ��ûص�ԭ�c(di��n)���c(di��n)��Yes��Ȼ��ϵ�y(t��ng)����Ԓ��Ҫ���Ñ�ͨ�^�u�U�{(di��o)��(ji��)Y�Sλ�ã���(w��i)�˱���^��ʰȡλ�ã��Ñ�����ͨ�^Move stack loader Z up��Move stack loader Z down�������Bʽ�d�ߣ�ʹ���쿿��LF���{(di��o)��(ji��)�� ����(j��)LF�����{(di��o)��(ji��)2��������g�࣬��D3.4.3.2�� ��_4���̶��ݽz���^��U�Ӻ�LF�M(j��n)���{(di��o)��(ji��)��һ�㠑(w��i)�˱�����m(x��)����͂��������{(di��o)��(ji��)��2�U�ӵ��g��С�LF�Č��ȡ� �D3.4.3.2 ��D3.4.3.3a����_������i�o�ݽz��ʹÿ������λ�LF��߅��̎������������첻��ͬһˮƽ���(n��i)��������_�D3.4.3.3b�е��ݽz���{(di��o)��(ji��)���������쵽LF�ľ��x��ͬ���Bʽ�d������Ҫ�{(di��o)��(ji��)�Ă�������3����metal sensor��contact sensor��up contact sensor�����{(di��o)��(ji��)�ú��c(di��n)��confirm�������O(sh��)�á� �D3.4.3.3 a �D3.4.3.3 b Up contact sensor�{(di��o)��(ji��)����D3.4.3.4���Bʽ�d����ʰȡ���^�����½������ɉ��s��ֱ������Ƭ��סup contact sensor��up contact sensor�ГQ��B(t��i)�o�O(sh��)��һ����̖����ʾ�����ѽ�(j��ng)���|��LF���O(sh��)����յ���̖��ֹͣ�����@���������{(di��o)�IJ��ߕ���(d��o)�¯Bʽ�d���^������ϵ�y(t��ng)���eZ�Serror����(y��n)�صĕ����įBʽ�d�ߺ�LF������Ҫ�ɉ��s���C(j��)е�O��ǰ���������Ͼ�Ҫ����̖�a(ch��n)�������w����ͨ�^��_�̶��ݽz���{(di��o)��(ji��)��Ҋ�D3.4.3.3 b�� �D3.4.3.4 Contact sensor�{(di��o)��(ji��)���˂�����ͨ�^��t��ķ������R�e�����·��Ƿ���LF������paper����������cLF�e�_���Bʽ�d�ߕ����¶������ʰȡ������춞��contact sensor�]�иБ�(y��ng)��LF���Bʽ�d�߅s�]���^�m(x��)�½��������Up contact sensor����(w��i)�˱��o(h��)�O(sh��)��Ӳ����Up contact sensor��̖�ă�(y��u)�ȼ����contact sensor��������Ҫ���{(di��o)��(ji��)Contact sensor�t�������䵽LF��߅���ϡ���D3.4.3.5 �D3.4.3.5 metal sensor�{(di��o)��(ji��)����D3.4.3.6��metal sensor�Ĺ̶������Ђ�1.5��픽z����_������{(di��o)��(ji��)��߶ȣ�Ҫ���@���������ڏ��������D��LFʹLF׃�Σ��Bʽ�d���������ɻ֏�(f��)ԭ�L�ĕr���ق������]��Ó�x�Б�(y��ng)���x����tϵ�y(t��ng)����LF��(d��ng)����Ƭ���e�С� �D3.4.3.6 3������������̖�����ڈD3.4.3.7�Ľ������^�죺 �D3.4.3.7 2���O(sh��)��Drop LF ��Y�Sλ�� �c(di��n)��Drop LF position Y�Ĕ�(sh��)ֵ��ϵ�y(t��ng)������Ԓ��ԃ���Ƿ���Ҫ��Y�Sλ�����㣬����Ñ���֪��ԭ���d��Drop LF��Y�Sλ�ã���ȫ��Ҋ����c(di��n)��Yesʹ��ص����c(di��n)��Ȼ��ϵ�y(t��ng)������Ԓ��Ҫ���Ñ�ʹ�Óu�U�{(di��o)��(ji��)Drop LF��Y�Sλ�ã���(w��i)�˱���^�죬�Ñ�ͬ������c(di��n)��Move stack loader Z up��Move stack loader Z down��ʹ�d���½�������^��ĸ߶����{(di��o)��(ji��)���{(di��o)��(ji��)��λ���c(di��n)��confirm�����O(sh��)�á� 3���O(sh��)��Drop LF��Z�Sλ�� �c(di��n)��Drop LF Position Z�Ĕ�(sh��)ֵ��ϵ�y(t��ng)������Ԓ��ԃ���Ƿ���Ҫ��Z�Sλ�����㣬����Ñ���֪��ԭ���d��Drop LF��Z�Sλ�ã���ȫ��Ҋ����c(di��n)��Yesʹ��ص����c(di��n)��Ȼ��ϵ�y(t��ng)������Ԓ��Ҫ���Ñ�ʹ�Óu�U�{(di��o)��(ji��)Drop LF��Z�Sλ��,��D3.4.3.8��dropλ�Ã����ӽ�܉�����������̫�߶�ʹLF���w���O(sh��)�úú��c(di��n)��confirm�����O(sh��)�á� �D3.4.3.8 �O(sh��)����ɺ�F5���c(di��n)��Pick LF to work holder�����һ��ʰȡ����������l(f��)�F(xi��n)drop�Ě��^��LF�����@�����ӻ��w�������{(di��o)��(ji��)�D3.4.3.9�������y��ʹ����׃С�� �D3.4.3.9 4���������P(gu��n)�������{(di��o)��(ji��) λ���{(di��o)�ú�߀�Ђ���������Ҫ�{(di��o)��(ji��)��LF exist sensor��Input track left sensor��double LF sensor��LF reference sensor����D3.4.4.1�� �D3.4.4.1 LF exist sensor����춸��Vϵ�y(t��ng)LF�ǷG��܉�����{(di��o)��(ji��)����D3.4.4.2��LF���룬�����������ГQ��B(t��i)�� �D3.4.4.2 Input track left sensor���Б�(y��ng)LF�ѽ�(j��ng)�_ʼ�M(j��n)��܉�����l(f��)����̖�oϵ�y(t��ng)��ϵ�y(t��ng)��(zh��n)���M(j��n)�����m(x��)��������t���c(di��n)�ͯBʽ�d�ߵ�contact sensorһ�ӣ��{(di��o)��LF��߅��̎�� double LF sensor�����LF�ęC(j��)е�Y(ji��)��(g��u)�����ܕ���2�lLF������һ�𱻯Bʽ�d��ʰ��܉����Ȼ�ᱻinput feeder��������܉���������2�lLF���ݱؕ���������܉���У����ԙC(j��)�_��double LF sensor���Б�(y��ng)���Á�����ϡ� ��D3.4.4.3��܉����ֻ��1�lLF��double LF sensor������ �D3.4.4.3 ��D3.4.4.4��܉������2�lLF��double LF sensor���� �D3.4.4.4 �D3.4.4.5��double LF sensor�]���{(di��o)�ã���Ҫ�Q�ݽz�ĸ߶��{(di��o)��(ji��)���U�ĸ߶ȡ� �D3.4.4.5 LF reference sensor���@��һ���dz���Ҫ�Ă��������@���������Á��Б�(y��ng)LF��߅��λ�ã���(d��ng)���_�Б�(y��ng)��ϵ�y(t��ng)����(j��)LF�ą���(sh��)���@��λ�Á��_��܉���ĊAצ�Ă���λ�á��˂�����Ҫ�{(di��o)��(ji��)��LF����߅��С�ۿڵ�����λ�ã�ͬ�r߀Ҫ����(j��)LF����̶ȵIJ�ͬ���_���m�ϵķŴ����ֵ����D3.4.4.6�� ��(d��ng)�a(ch��n)����LF���^���r����Ҫ���Ŵ������ֵ�{(di��o)������ֵ��һ�롣 �D3.4.4.6 �����������������̖���ڈD3.4.4.7�Ľ������^�졣 �D3.4.4.7 3.5܉����Work Holder���O(sh��)���Լ����Q������ �x��ˆν�����Diagnostics��Work Holder Page���c(di��n)��Track conversion����D3.4.4.7��ϵ�y(t��ng)����(j��)ݔ���������ܵą���(sh��)�����Ԅ�����һ���m�����a(ch��n)��܉�����ȡ�������Ԓ������V�Ñ��F(xi��n)��ʹ�õ�܉�����ȣ��˕r�Ñ����Դ_�J(r��n)�ęC(j��)�r�Ƿ�ݔ�������_��LF���ȡ� ��(w��i)�˸��Q�������㣬ϵ�y(t��ng)Ҫ�������c(di��n)�zģ�M��(f��)λ��homeλ�ã��c(di��n)��yes�� �D3.5.1 �˕r܉�����_�������c(di��n)�z̎�homeλ�ã��Ñ��ɲ���c(di��n)�z̎��������bond̎���f�������քe��4�w�ݽz�̶��������b�F(xi��n)���a(ch��n)�������������D3.5.1�� �������b�ꮅ���c(di��n)��OK��܉���P(gu��n)�]��������Ԓ��֪�C(j��)����Ҫ���c(di��n)�z�֏�(f��)�����C(j��)λ�ã��c(di��n)��OK�������c(di��n)�z��(f��)λ����D3.5.2�� �D3.5.2 3.6 �O(sh��)��LF���͵�һλ�� ��(zh��n)�乤���� ��D3.6.1���{(di��o)��(ji��)�Ƅ��ֱ۵����M(j��n)���x������{(di��o)���O�ޣ�input indexer��Ȼץ����LF����Ҫ�{(di��o)܉���Č��ȡ� �D3.6.1 ����l(f��)�F(xi��n)LF��܉���аl(f��)���𣬻����ڲ�ͬ�^(q��)��LF�o��һ�£���Ҫ��_��(c��)����Ĺ̶��ݽz�{(di��o)��(ji��)܉����ƽ�жȡ���D3.6.2�� �D3.6.2 ͨ�^Setup����3��process setup��indexing process�M(j��n)�������ˆΣ���D3.6.3 �D3.6.3 ����(j��)LF���Д�(sh��)Ӌ���left dispense start position��unit��coil����coil=�Д�(sh��)��2���c(di��n)����(sh��)ֵ��ϵ�y(t��ng)������Ԓ��Ҫ������ʽ�Aצ��������x��Yes��LF�����͵��c(di��n)�z�^(q��)��ϵ�y(t��ng)�������ڣ�Ҫ��ʹ�Óu�U�{(di��o)��(ji��)�z���^��λ�ã��Ñ������Ö|����ס��һ����λ�ã�ͨ�^�z���^Ӱ���ҵ����c(di��n)�z�ĵ�һ����λ�ã���D3.6.4�� �D3.6.4 �_�J(r��n)��ϵ�y(t��ng)�������棬ԃ���Ƿ�У��(zh��n)LF����D3.6.5������҂��ѽ�(j��ng)�ڙC(j��)�_��ݔ����LF�����Ѕ���(sh��)�����ԟo��У��(zh��n)���c(di��n)��No�� �D3.6.5 ͬ�ӵķ������^�m(x��)������c(di��n)�z��һλ�ú�bond��һλ�õĴ_����3������λ�ö��_�����c(di��n)��confirm�����O(sh��)�á�ע�⣺3���c(di��n)��pad�D��Ҫ��������һ�£�ʹpadλ�Ӱ������ġ��D��ץ�ĺ�Ҳ��������m(x��)PR����(zh��n)�D���ץȡ�� ������ͣ����b��3����ʽ�A�ߣ�ͨ�^�քӏ��ϣ����P(gu��n)�]�r��ʽ�A��Ҫ�̶ܹ�סLF,�ڴ��_�r��ʽ�A�߲����cLF�н��|�����ߕ�Ӱ푂��͵�λ�á� 3.7 ݔ�������_�O(sh��)�� ͨ�^Setup����2��Material Handle��Output Elevator�M(j��n)��ݔ�������_�ˆΡ���D3.7.1�� �D3.7.1 ����ϺЌӔ�(sh��)�IJ�ͬ����Ҫ��Mag.Data�����ϺеČӔ�(sh��)�� ��_ֹ�ӱ��{(di��o)��(ji��)��ƽ�_�ϵ���������(d��o)�U��λ��ʹ��(d��o)�U���ý��|���Ϻе�߅������D3.7.2�� ��_X�A���i�����ցK��X�A�廬�������Ϻ�ֱ���c�Ϻ�߅�����ý��|����D3.7.3�� �D3.7.2 �D3.7.3 1��Load Position Offsetλ���O(sh��)�� ��Setting�ˆ����c(di��n)��Load Position Offset Z�Ĕ�(sh��)ֵ��ͨ�^�u�U�{(di��o)��(ji��)�b�d�Ϻеĸ߶ȣ�Ҫ���{(di��o)��(ji��)Z�S�߶��Ե��ݔ�������_����ƽ�棬��ֹ�b�d�ϺЕrײ�������_��֧��ƽ�_���c(di��n)��confirm�����O(sh��)�á� �c(di��n)��Load Position Offset Y�Ĕ�(sh��)ֵ�������_��֧��ƽ�_�����������O(sh��)�õ�Z�S�߶ȣ�ϵ�y(t��ng)������Ԓ��Ҫ���Ñ�ͨ�^�u�U�{(di��o)��(ji��)�b�d��Y�Sλ�á�ͨ�^�c(di��n)��upper platform pusher���Ϻ��Ƶ������_��֧��ƽ�_��Ȼ���^���Ϻ��c�����_֧��ƽ�_������g϶�������(c��)���2��С��ײ������ÊAס�ϺУ��t��Ҫ�{(di��o)��(ji��)Load Position Offset Y�Ĕ�(sh��)ֵ��ֱ���Ϻб�2��С����ƗU��ȫ�A��֧��ƽ�_�У��{(di��o)�ú��c(di��n)��confirm�����O(sh��)�á� 2��Unload Position�O(sh��)�� �c(di��n)��unload position�Ĕ�(sh��)ֵ��ϵ�y(t��ng)������Ԓ��Ҫ���Ñ��Óu�U�{(di��o)��(ji��)�Ϻе�ж�d�߶ȣ���Ҫע������Ϻе����d�߶�Ҫ�������_��֧��ƽ�_�Ը��ݔ�������_����ƽ�棬��ֹ�Ϻ�ж�d�r�ڽ�����̎��ס���c(di��n)��confirm�����O(sh��)�á� 3��First Slot Position�O(sh��)�� ע�⣺ֻ����������b�d��ж�dλ�õ��O(sh��)���ſ����M(j��n)���Ϻе�һλ�õ��O(sh��)������һλ��Y/Z���O(sh��)����Ҫ������ϣ�����{(di��o)��(ji��)����ܜ�(zh��n)�_��λ�� ���Ϻз��������_�У��c(di��n)��First Slot Position Z��(sh��)ֵ�C(j��)�����ϺЂ�����һ��λ�ã��Ñ��^��܉���c��һ�۵�Zλ�ã��Óu�U�M(j��n)���{(di��o)��(ji��)����ɺ��c(di��n)��confirm�����O(sh��)�á��c(di��n)��First Slot Position Y��(sh��)ֵ�C(j��)�����ϺЂ�����һ��λ�ã��Ñ��^��܉���c��һ�۵�Yλ�ã��Óu�U�M(j��n)���{(di��o)��(ji��)����ɺ��c(di��n)��confirm�����O(sh��)�á����_��λ��Ҋ�D3.7.4�� �D3.7.4 ��1���Sɫ���ς��������ڱO(ji��n)�yLFλ�ã���(d��ng)LF�����·�����t��r���������Б�(y��ng)������⣬�@ʾ�����ɫ����(d��ng)�]�иБ�(y��ng)������⣬���·�?j��ng)]��LF�r���@ʾ�����Sɫ����index kicker���ϕr��ϵ�y(t��ng)�������ς������Ġ�B(t��i)����ɫ��B(t��i)��Ӌ�r�����Ǖr�g���^ϵ�y(t��ng)���O(sh��)������ô�J(r��n)��LFһֱ�ڂ������·����]�б������ϺУ���������܉���ϣ��O(sh��)��o����Ҫ�����LF���cݔ��܉��̎�Ă�����ͬ�����C(j��)�_���@���������{(di��o)��(ji��)���t��������LF����߅���ϡ���D 3.7.5�� ����O(sh��)�ú��ϺЂ���������һ����λ���_�J(r��n)�Ϻ��O(sh��)���Ƿ����_�� �D 3.7.5 3.8Wafer Table�O(sh��)�� �����Ҫ���Qwafer table ����̖����Ҫ�ڸ�2�R�_(d��)���棨Ҋ�D3.8.1�����P(gu��n)�]wafer table ���R�_(d��)��Ȼ�ጢtable��ֱ��ȫλ���M(j��n)�и��Q�� �D3.8.1 ���wafer table��׃�ˣ�����wafer�ijߴ��׃�ˣ����N��Ҫ�����O(sh��)��wafer table ��ж�dλ�á���һ��Ƭλ�á�ring limit ��wafer limit�� �c(di��n)��setup����3��process setup��wafer process���M(j��n)��wafer�O(sh��)���ˆΡ� 1��ring limit�O(sh��)�� �c(di��n)��ring limit�е�teach limit���M(j��n)���O(sh��)������D3.8.2�� �D3.8.2 ����(j��)��ʾ�xȡring �����Ͻǡ����½ǡ����½ǣ�ԔҊ�D3.8.3�� �D3.8.3 �O(sh��)����ɺ��c(di��n)��confirm�����O(sh��)�á� 2��wafer limit ���O(sh��)�� �c(di��n)��wafer limit�е�teach limit���M(j��n)���O(sh��)������D3.8.4�� �D3.8.4 ����(j��)��ʾ�xȡwafer �����Ͻǡ����½ǡ����½ǣ�ԔҊ�D3.8.5����ע��wafer�Ĺ�(f��n)�����ܳ��^ring �Ĺ�(f��n)��������ϵ�y(t��ng)�����e�� �D3.8.5 �O(sh��)����ɺ��c(di��n)��confirm�����O(sh��)�á� 3������wafer��ж�dλ�ú�wafer��һ��Ƭ��λ�� �c(di��n)��unload X��Y��T���Óu�U�O(sh��)��wafer��ж�dλ�ã����wafer�ijߴ�����ѽ�(j��ng)��׃������6�硢8���ГQ����(w��i)�������a(ch��n)�и��Qwafer���㣬��Ҫ�O(sh��)��ж�dֵʹ����wafer�{(l��n)Ĥ���Է�����b�� �c(di��n)��first die X��Y��T���Óu�U�O(sh��)��wafer table�M(j��n)�빤���^(q��)���camera�R�e��һ����Ƭ��λ�á�ͬ���b�wafer�ߴ���ܸ�׃������6�硢8���ГQ����(w��i)�˸��Qwafer�����I(y��)�T�����τ�wafer�팤�Ҿ�Ƭ����Ҫ�O(sh��)��wafer�ĵ�һ��Ƭλ�ã���߹���Ч�ʡ� 4����wafer PR ���ȸ���(j��)��Ƭ�Ĵ�С���{(di��o)��(ji��)camera���{(di��o)��(ji��)��С�����࣬ʹ�R�^�г��F(xi��n)���m��(sh��)���ʹ�С�ľ�Ƭ����D3.8.6�� ��D3.8.6 �c(di��n)��setup����3��process setup��wafer PR���M(j��n)��wafer PR�O(sh��)���ˆΡ� �{(di��o)��(ji��)��wafer camera�����Ⱥ��c(di��n)��start learn�_ʼ��PR����D3.8.7 �D3.8.7 �����(bi��o)���һ����Ƭ��ʹ�tɫ�����ÿ�ס��Ƭ��Ȼ�����(j��)��ʾ�{(di��o)����Ҫ���tɫ������ϽǺ����Ͻ������{(di��o)����Ƭ���{(l��n)Ĥ�Ľ���̎����D3.8.8�� �D3.8.8 �O(sh��)����wafer���R�e�D���ϵ�y(t��ng)��Ҫ���M(j��n)��die calibration����춴_���Ƿ��R�e�D����Ч��Ȼ��ϵ�y(t��ng)Ҫ���M(j��n)��l(w��i)earn die pitch ����춙z�ywafer�Ͼ�Ƭ���о���оࡣ�����{(di��o)��(ji��)camera��ʮ�ֿ�ܣ�ʹ����5����Ƭ��ʮ�ֿ�܃�(n��i)�� 3.9 У�������_PR �c(di��n)��setup����3��process setup��workholder PR page�M(j��n)��PR�O(sh��)�òˆΡ� �����_�ϵĔz���^���к����L�ȵĹ��ܣ���������z���^���Ӻܿ�����y������(zh��n)�������c(di��n)�z��bond��λ�ò���(zh��n)��������Ҫ�úڰ��RƬ�������{(di��o)��(ji��)�����ڰ��RƬ�ŵ�bond��camera�·����c(di��n)��FOV calibration���{(di��o)��(ji��)camera�ķŴ�(sh��)�ͽ��࣬���Óu�U�{(di��o)��(ji��)�Gɫ�����λ�ã�ʹ�Gɫ�������ÿ�ס9�����ӣ���D3.9.1�������c(di��n)�z̎���{(di��o)��(ji��)Ҳ��ˡ�Wafer̎�o���O(sh��)�á� �D3.9.1 3.10 �����c(di��n)�z�O(sh��)�� �c(di��n)��bond��material��change epoxy���c(di��n)�z��λ�Õ������(c��)�����c(di��n)�z�^ԭ���c(di��n)�z�P������(j��)���a(ch��n)Ҫ����Q�c(di��n)�z�^�� �c(di��n)��setup����3��process setup��left epoxy process�M(j��n)�����c(di��n)�z�O(sh��)�òˆΡ���D3.10.1�� �D3.10.1 �c(di��n)�z�^����픶��Ѓɂ��_�A��һ��Ӱ��c(di��n)�z���������c(di��n)�z�^픶˵�ֱ�����L�ȡ�ֱ��Ӱ푵��c(di��n)�������z���Π��С�����L����Ӱ푵��z�c(di��n)�����ĺ�ȡ���Epoxy Disk�Ϲ��z�ĺ�ȣ���(y��ng)�ǵ��ڻ��Ը�������һ���_�A�����̫�ߵ�Ԓ���������β�ĬF(xi��n)��̫�ͣ����z������ �c(di��n)��load PR���Óu�U�{(di��o)��(ji��)�������R�epad�ĈD��Ҫ���������ɫ��pad���ɫҪ�����r������Ҫ�����x�Ĺ�(f��n)��Ҫ���R�e��(f��n)����(n��i)Ψһ�ģ���D3.10.2 �c(di��n)��Align epoxy���O(sh��)���c(di��n)�z��pad�ϵ�X/Y����(bi��o)����D3.10.3�� �c(di��n)�zPR���c(di��n)�z��XY����(bi��o)��ͬ�Q�����c(di��n)�z��pad�ϵ�λ�á� �c(di��n)��Lrn Disc Z���Óu�U�{(di��o)��(ji��)�c(di��n)�z�^��ճ�z�߶ȣ���(w��i)�˲�ʹ�c(di��n)�z�^�c(di��n)�ģ�һ���c(di��n)�z�߶��O(sh��)�õĕr��Ҫ���c(di��n)�z�^�֏�(f��)����ʼλ�ã���D3.10.4�� �c(di��n)��Learn Z���Óu�U�{(di��o)��(ji��)�c(di��n)�z�^��pad�ϵ��c(di��n)�z�߶ȣ���(w��i)�˲�ʹ�c(di��n)�z�^�c(di��n)�ģ�һ��Ҫ���c(di��n)�z�^�ij�ʼλ���_ʼ�{(di��o)��(ji��)����D3.10.5�� �y�z��W(xu��)���ĵ�У�����c(di��n)��Opt Align���c(di��n)�z�^��LF���c(di��n)һ�£�Ȼ�ጢ��W(xu��)ʮ�������{(di��o)��(ji��)���y�zԭ�c(di��n)�����ġ������W(xu��)ʮ������ƫ�ˣ��͕�Ӱ��c(di��n)�z��λ�á� ���c(di��n)�z���O(sh��)�����������c(di��n)�zһ�ӡ� �D3.10.2 �D3.10.3 �D3.10.4 �D3.10.5 3.11���ӹ����O(sh��)�� 3.11.1 ���Q�� ����l(f��)�F(xi��n)���ѽ�(j��ng)���˻������˾�Ҫ���Q�����Q�������D3.11.1.1�� �D3.11.1.1 ���Q���{(di��o)��(ji��)�ᘣ�ʹ��λ���ñ�����ģ���D3.11.1.2�� �D3.11.1.2 3.11.2 ���ñ�坍 ��wafer�������^�죬���ñ�ϵ�С�ף�����l(f��)�F(xi��n)����ˣ�Ҫ���r�坍�������ʰȡ��Ƭ���^���У�����������(w��i)��ʹ�{(l��n)Ĥ�;�Ƭ���x�����ñ�Е�����գ���ס�{(l��n)Ĥ�����С���ˣ��϶��o���_(d��)����ס�{(l��n)Ĥ�����á���D3.11.2.1�� �D3.11.2.1 3.11.3 ���Q��� ����(j��)�a(ch��n)Ʒ��̖�x��(y��ng)����죬�c(di��n)��change collect���ε����Ƥ�ܺ��Q���D3.11.3.1�� �D3.11.3.1 3.11.4��Ƭ��W(xu��)���ĺ���졢�ᘵ�����У��(zh��n)�����c(di��n)һ���� ���3�ߵ����IJ���ͬһZ�S�ϣ���ʰȡ��Ƭ���^���Е�ʰƫ�������o��ʰȡ������ɹ̾����D(zhu��n)�� 1���c(di��n)��eject center setup�Ĕ�(sh��)ֵ���ᘕ�̧�ߣ�ע�����{(di��o)��(ji��)������ǰҪ���C�ᘲ���̧�ߣ���t������ƫ�ģ������������?sh��)���ñ�ό���픉ģ�����D3.11.4.1���Óu�U�{(di��o)��(ji��)���tɫʮ�����Č���(zh��n)�����ġ� �D3.11.4.1 2��������Ƭ�������ñ�ϣ��c(di��n)��setup����3��process setup��bonding process page��ejector��Z level��pick control level������Ԅәz�y�߶ȣ����@ʾ�����^����c(di��n)����D3.11.4.2���{(di��o)��(ji��)�tɫʮ�������c(di��n)���ġ� �D3.11.4.2 3.11.5���ӹ�W(xu��)�����c��캸���c(di��n)��У��(zh��n) ��IQC�����е�Post bond�D�ο��Կ�������λ�õĺÉġ���D3.11.5.1���@������y�S��bond�c(di��n)��X��Y����(bi��o)��(sh��)ֵ��x�S��bond������̖�����Ե�Ч�ڕr�g�����������ɂ��c(di��n)������(j��)��Ҫ�����O(sh��)�ã������܌��r���¡�����(j��)IQC�ĈD���҂����ԱO(ji��n)�y���۟o���^���bond�|(zh��)��������@Щ�xɢ�c(di��n)�܉�o�ܵ���x�S���������ӣ�ƫ�x�̶�ԽС��bond��λ��Խ��(w��n)��������l(f��)�F(xi��n)�кܶ��c(di��n)�g���ѽ�(j��ng)���6mil���a(ch��n)��Ҫ��̾�ƫ����ؓ(f��)3mil�ԃ�(n��i)�����f��bondλ�ò���(zh��n)�����h�����N��Ҫ�{(di��o)�C(j��)��Ҫ����У��(zh��n)Bond Position��upper��center��lower������У��(zh��n)���ӹ�W(xu��)�����c��캸���c(di��n)�� �D3.11.5.1 ������Ƭ����bond��W(xu��)�R�^���·����ڲ����������c(di��n)��Setup��Process Setup��Bonding Process��Opt.Align��Bond Position��upper�����c(di��n)��Adjust Bond Head Z/T Position��Auto search position���������bond��(c��)���Ԅ��½��{(di��o)��(ji��)���m�ϸ߶ȣ��{(di��o)��(ji��)Adjust Bond Head XY PositionZT position���õ�������ߣ��{(di��o)��(ji��)Adjust Bond Head XY Position��XY����W(xu��)�����{(di��o)��������ģ���ɺ����{(di��o)��(ji��)Bond Position��Center����Bond Position��Lower�����{(di��o)��(ji��)�����cupperһ�¡���D3.11.5.2��3.11.5.3�� �D3.11.5.2 �D3.11.5.3 3.11.6���x���ñ�߶� �c(di��n)��ejector��ejector cap reference level good pin���^�����ñ����Ƭ������r���{(di��o)��(ji��)��߶ȣ�һ��Ҫ�����ñ���������ľ�Ƭ׃ɫ���⣬���܇�������Ƭ�����]��׃�����ñ�߶��{(di��o)��(ji��)���^�͕����missing die�����^�ߞ�ʹ�ֲ��ľ�Ƭ���l(f��)�ڣ�ʹwafer camera�R�e������Ƭ�� 3.11.7���x�ᘸ߶� �c(di��n)��ejector Up level�{(di��o)��(ji��)�ᘸ߶ȡ�IR���ᘸ߶�һ�������160-200֮�g���ᘵ��ٶ��x��normal�����^�ߕ���(d��o)�¾�Ƭ���ѡ����D(zhu��n)�����y���{(l��n)Ĥ�Ɠp�ȡ�PTR�Լ�WASHAY 8��Ƭ��Ҫ�����?sh��)ĸ�Щ�?/font> 3.11.8���xʰȡ�߶� �c(di��n)��Z level��pick contact level������(j��)ϵ�y(t��ng)��ʾ�Ԅ�����ʰȡ�߶Ȳ����档 3.11.9 �̾��O(sh��)�� �c(di��n)��Setup��Bonding Process��Bond Pos�����D3.11.9.1�� �D3.11.9.1 1���c(di��n)��Learn PR,�O(sh��)��bond̎��PR������ͬ�c(di��n)�zPR�O(sh��)���� 2���c(di��n)��Align bond������(j��)�c(di��n)�z��λ�ã���ʮ�������{(di��o)��(ji��)���c(di��n)�z���ġ� 3���c(di��n)��PICK DIEʰȡһ����Ƭ���c(di��n)��Learn Z���{(di��o)��(ji��)�̾��߶ȣ����{(di��o)��(ji��)���ᣬ��(w��)�،��@����Ƭ�ĺ�λ��ȥ�������ߌ�LF������һ�У���錦�PICK DIE �IJ�����ϵ�y(t��ng)�Dz���ӛ���ģ������^��Ԓ�ڙC(j��)���\(y��n)���^���У������^�m(x��)��ԓλ�ú��ӣ���(d��o)���������� 4���ڹ��ˎׂ���Ƭ�������ѹ̾�Ƭ��post PR��ϵ�y(t��ng)Ҫ���ҵ���Ƭ�����Ͻǡ����Ͻǡ����½ǡ����½ǣ����gϵ�y(t��ng)�������Ŵ����팦��Ƭ��ÿ�����{(di��o)����D3.11.9.2���O(sh��)��ǰҪ�{(di��o)��(ji��)������ʹ��Ƭ�c�y�z�Ĺ���������ұ��C��Ƭ��4�涼���y�z�� ��a�� ��b�� ��c�� ��d�� �D3.11.9.2 ���˿��������PICK��BOND�^���е�������ͬ�r��ֹ��Ƭ��PICK��BOND�^���������a(ch��n)�����y��һ��Ҫ��PICK FORCE�{(di��o)��(ji��)��30-40g��BOND FORCE�{(di��o)��(ji��)��40-50g����(d��ng)�l(f��)�F(xi��n)�C(j��)�_��PICK FORCE��BOND FORCE��(sh��)ֵƫ���^��r������Ҫ�ù���У��(zh��n)2��FORCE��ʹ�@ʾֵ�c���Hֵ����һ�£�Ȼ���{(di��o)�C(j��)�������h�ڈ�miss�;�Ƭ���ѵ���r���������������(sh��)ֵ��FORCE�����m��߀����(d��o)�Aб�������D(zhu��n)�� ���1 �a(ch��n)��������̖ ���2 �c(di��n)�z�^&����xȡ
������Word��ʽ�ęn51�����d��ַ��
| 




 ����TQQ:125739409;���g(sh��)����QQȺ281945664
����TQQ:125739409;���g(sh��)����QQȺ281945664






































































































 QQ���Ѻ�Ⱥ
QQ���Ѻ�Ⱥ QQ���g
QQ���g �vӍ��
�vӍ�� �vӍ����
�vӍ���� �ղ�
�ղ� ����
���� �
� ��
��